Аргоновая сварка топливных баков - от 3000 рублей
Износ, коррозия или камни могут вызвать повреждения бензобака. Работу по восстановлению вы можете поручить нашей компании. У нас работают специалисты с многолетним стажем, которые в кротчайшие сроки починят ваш автомобиль.
Пробоина в бензобаке — это та поломка, которую необходимо устранить максимально быстро с соблюдением всех стандартов. В нашем сервисе сварка бензобака проводится с применением аргона. Использование современного оборудования позволяет гарантировать полную герметизацию и филигранные швы.
Адрес сервисного центра
Мы находимся по адресу:
г. Москва, Большая Академическая, д. 81. (Въезд в синие ворота, на проходной сообщить, ангар №2)
Контактный телефон: (495) 773-67-74
Адрес эл.почты: Info@navi-trans.ru
График работы: с 10:00 до 18:00 Кроме выходных.
«ООО "Нави-Транс"» на Яндекс.Картах
Сервисный центр:
г. Москва, ул. Большая Академическая, д. 81, стр.2
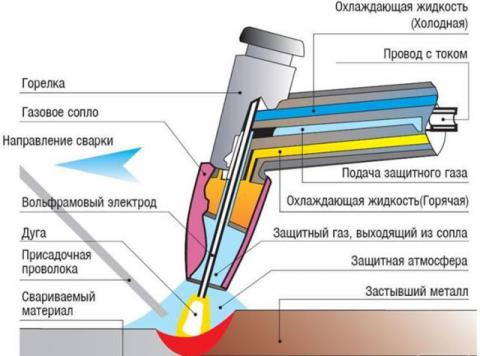
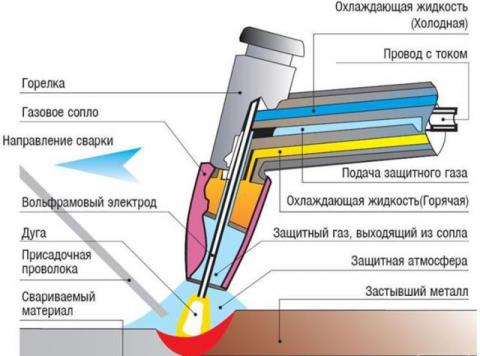
Технология аргонодуговой сварки

Во время работы используются тугоплавкие электроды из вольфрама. Электрод окружает керамическое сопло, из которого под высоким давлением выходит газ. Благодаря этому сварка бензобака аргоном проходит в безвоздушной среде.
Эта методика позволяет точно регулировать глубину плавки металла. Полученный шов может выдерживать температурные колебания в большом диапазоне. Высокое качество шва позволяет переносить удары и нагрузки без разгерметизации. Во время процесса используются такие приспособления:
- Силовой контактор — подаёт сварочное напряжение на горелку.
- Трансформатор — обеспечивает напряжение холостого хода от 60 до 70 В.
- Осциллятор — стабилизирует горение дуги.
- Вольфрамовые электроды — подбираются под специфику сварочного процесса (отличаются по диаметру).
- Вспомогательный трансформатор — нужен для работы коммутирующего устройства.
- Амперметр — помогает измерить сварочный ток.
Баллон с газом и горелка также необходимы во время работы. Согласно стандартам сварки специалисты используют очки и специальную одежду. Наличие всех этих элементов позволяет гарантировать высокое качество и долговечность шва.
Преимущества сварки бензобаков аргоном
Данная методика позволяет работать с большим количеством цветных и нецветных металлов, среди которых:
- титан,
- алюминий,
- чугун,
- медь,
- нержавеющая сталь и т. д.
Полный комплекс оборудования позволяет гарантировать качественные герметичные швы на топливных баказ автомобиля. К другим преимущества сварки аргоном причисляют:
- Полную защиту от окружающей среды — соединение не имеет примесей и пор.
- В процессе сварки нагрев металла минимален — это позволяет избежать деформации бензобака.
- Наличие высокотемпературной дуги гарантирует высокую скорость процесса.
Чтобы сварка прошла с соблюдением всех стандартов качества, необходима точная настройка оборудования. Технология на основе аргона позволяет заварить топливный бак со стенками любой толщины.
Особенности процесса
Для того чтобы заварить топливный бак в первую очередь необходимо удалить бензин. Для этого используется трубка и домкрат. Потом емкость просушивается. Это помогает избавиться от паров бензина.
После очистки и просушки специалисты определяют, нужно ли снимать бак для дальнейших работ. Особое значение имеет доступность повреждённого места. В некоторых случаях необходима проверка на наличие дополнительных пробоин и коррозии.
Повреждённая область предварительно очищается от грязи. Подача газа в место сварки начинается за 15—20 секунд. Это позволяет добиться более высокого качества швов.
Во время сварки электрод должен находиться максимально близко к поверхности. Чем меньше дуга, тем лучше. Увеличение дуги допускается в том случае, если нужно уменьшить глубину проплавления и увеличить ширину шва. Для создания правильного соединения исключаются поперечные движения грелкой.
Направляющий электрод и присадочная проволока всегда находятся в зоне аргоновой защиты. Эта предосторожность защищает швы от насыщения азотом и кислородом. Плавная подача проволоки позволяет избежать разбрызгивания.
При сварке топливного бака аргоном проволока располагается под прямым углом к поверхности. Подобная методика обеспечивает ровный и узкий шов. Для заваривания кратера в конце работы сила тока понижается при помощи реостата. Резкое отключение снижает защиту шва.
Тип тока выбирается в зависимости от металла. Для стали лучше всего подходит постоянный ток прямой полярности. Когда же речь заходит об алюминии — применяется обратная полярность.
В конце работы, согласно стандартам происходит пропарка и опрессовка. Последняя процедура позволяет убедиться в герметичности конструкции. Лишь после этого можно считать восстановительные работы завершёнными.
Наши услуги по ремонту топливных баков автомобиля